 133-9101-0069
133-9101-0069治废气 · 找怡帆

全国服务热线
133-9101-0069

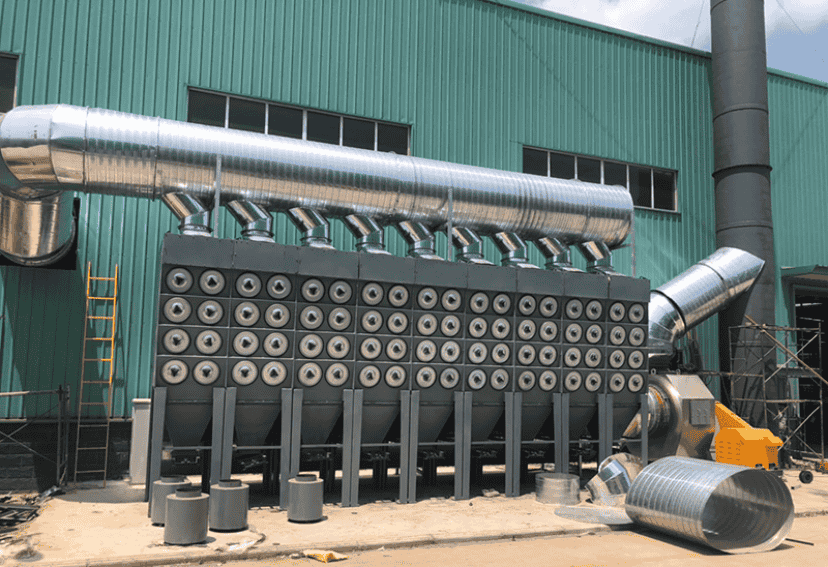
焊接车间除尘设备是对焊接工作点位多,需要节省投资*好的焊接烟尘处理方式,由于是采用集中管道进行烟尘收集,在达到净化效率的同时,并让室内整洁美观。多工位焊接烟尘净化系统适用于汽车制造厂、车辆制造厂、造船厂、集装箱、机械加工厂、机械配件等制造厂等大型铆焊车间。
焊接车间除尘设备,也叫集中式焊接烟尘净化器。在车间内铺设管道,每个焊接源都设有吸气臂或集气罩,方便进行源头吸尘。
1、集气罩适用于大工位的焊烟净化工作,并且有利于工位固定的焊烟收集;
2、吸气臂适用于小工位的焊烟净化工作,可灵活调节吸气臂的位置和角度来满足收集焊烟要求。适用于焊接点较灵活的工况。


1、吸气臂捕捉方式
吸气臂的骨架类似于人的手臂,通过阻尼杆和摩擦片的作用,吸气手臂能够在吸气臂长度范围内的空间内悬停。在吸气罩的位置上设计了*特的旋转机构,保证了吸气罩能够通过任意方位对准焊接位置。吸气罩通过流体设计和气流模拟,使吸气臂能够*大量和*大范围的捕捉焊接过程中产生的烟尘。
吸气臂的外层为耐高温的软管,直径为φ140-160,内衬钢丝。一方面能够防止火花飞溅烫伤软管,同时软管结构又保证了吸气臂的移动灵活,不被负压吸扁。每根吸气臂的设计流量通常为1,200m3/h,吸气罩位于焊接位置上方的250-300mm高。
吸气臂的安装,必须安装在墙壁上或者是在地面上安装立柱的形式。
适用范围:
吸气臂的吸风罩尺寸为φ150-170,适合处理焊缝长度不超过100mm的焊接,工人焊接位置固定的情况。焊接方法适合手工电弧焊、CO2气体保护焊、MAG焊、MIG焊。
2、顶吸罩
顶吸罩为了能够**捕捉在一个工位上产生的任意粉尘,其尺寸为设计成覆盖工件所有的焊接位置,顶吸罩的外形为四凌台形,每一面与地面的夹角不小于45°,为了避免横向气流的干扰,通常会在吸气罩的侧边挂挡弧帘。
顶吸气罩适用于焊接位置固定,焊接位置较多的情况,工人可以在吸气罩覆盖的范围内自由的焊接,产生的焊接烟尘都能够顺利的捕捉,达到很高的捕捉效率。
3、顶吸板
顶吸板的捕捉原理类似于顶吸罩,两者的区别在于,顶吸板为单层结构,采用了气流模拟软件详细的模拟了其气流组织过程,采用圆形吸口的结构,改顶吸罩的双层结构为单层结构,有效的减少了顶吸罩的重量,减低了顶吸罩的压力损失,同时顶吸板的外形也远超顶吸罩。
根据现场工位多少及布置情况可选用移动单机净化和多工位集中净化系统。多工位集中净化:每个工焊烟通过焊烟捕捉装置(吸气臂、顶吸罩、顶吸板等)捕捉后,经过通风管道送入净化主机,烟气经净化后排入大气。
焊接净化中心一般均采取集中净化系统,其工位布置比较规范整齐,每个工位之间采用隔断隔开,工位焊烟通过一定长度的吸气臂,采取负压吸收方式,焊接烟尘通过吸气臂、管路变径等,*后经过滤筒净化器净化后高空排放。这种方式从源头上直接吸走有害焊接烟雾,从而达到保护操作人员的目的。
焊烟除尘设备又叫集中式焊烟净化系统是一套通用焊烟净化系统,适用于工位较多的加工制造工况。集中式焊烟净化系统实用性强,满足大部分工况的焊烟净化需求,结构美观,节约空间。
焊接集中烟尘净化系统由吸尘风机、净化主机、控制系统、吸尘管路、净化配件、吸尘操作组件构成。
吸尘风机和净化主机根据客户车间现场环境而定,具体包括吸尘管路管道通径、管道长度;系统多少人数同时操作;所吸物料对象物理、化学性能;主机和系统所处环境等多种因素。
车间焊烟除尘设备工作流程
车间产生的焊接烟尘由捕集装置瞬间捕集收集后,经采用渐变管径式(目的是平衡管路末端风速风量)的主管道进入除尘器,烟尘在除尘器内被高效净化滤件阻截净化,颗粒物在风机负压作用下附着在滤件外侧,脉冲阀在控制仪的控制下,每隔一定时间,自动对系统滤件由里至外进行反吹清灰,反吹过程中颗粒物落入灰斗内收集,灰斗内积累到一定量的颗粒物后,需要外运处理。在风机的作用下,净化后的达标气体由烟囱排出。
车间焊烟技术除尘方案,采用吸气臂(罩)、除尘管道、经除尘器除尘净化、由高压离心风机进行室内排放。
焊接工艺在机械、建筑、铁路、汽车、造船、航空等生产中占有*其重要的地位,目前**上焊接构件的重量几乎占钢材总产量的一半。电弧焊是目前应用*普通的一种焊接方法。在施焊时,焊条、焊件和药皮在电弧高温下,发生蒸发、凝结和气化,产生大量的烟尘和气体,污染车间的作业环境,危及人们的身体健康。
 为了达到改善焊接作业环境和防止大气污染,就要把施焊过程中产生的烟尘收集起来,不让其扩散到车间室内.目前收集焊接烟尘的方式有以下两种:
为了达到改善焊接作业环境和防止大气污染,就要把施焊过程中产生的烟尘收集起来,不让其扩散到车间室内.目前收集焊接烟尘的方式有以下两种:
1.局部抽风:在固定焊接作业点的侧面或顶部设排烟罩,利用风机的力量,就地把烟尘抽走,达到改善室内环境的目的,这种办法风量省,效果好,节约能量。
2.**换气:大多数的情况是工位移动,工件不动,烟尘产生点不断变化,无法用局部排烟罩收集烟气,这时为了使车间室内保持一定的清洁度,就需采用**换气的办法,车间换气次数按有关规定进行.一般在车间一定的高度上,被认为是烟气*密聚的区域内,设置**换气罩;也有的采用一边吹一边吸的方式,使车间上部一定高度上形成一道气幕,把上升的烟气锁住,并推赶至排烟罩,达到排除烟气的目的.**换气与局部排风法相比,风量大,排烟效果差,能耗大,特别是在冬季采暖的地区,为了补充排风热损失,需要消耗大量的能量,因此**换气应该按具体情况进行分析后合理采用。
将二氧保护焊烟气,经滤袋除尘器过滤,*后通过风机实现达标排放,这是焊接烟尘基本的除尘工艺,但在整体工艺路线当中,烟气冷却系统有多种的选择方案,无论哪一种,都是充分考虑了用户的一次性投资、运行管理成本的醉佳组合。滤袋除尘器采用科学合理的脉冲喷吹工艺,并在**监测仪表的控制下,实现系统的自动喷吹设计,*大限度的延长了滤袋的使用寿命。合理的“三状态清灰”技术避免了粉尘的二次吸附,减少了除尘系统阻力,降低了运行费用。为整套除尘系统的**稳定运行奠定了基础,**的PLC自动控制技术和PLC全程监控技术的利用,保持了整个系统的运行可靠性和管理**性,从根本上解决了用户的管理和维护难题。
为适应二氧保护焊烟气性质及配套除尘系统需要,在滤袋材质方面,慎重地选用进口聚酯滤料,该滤料具有尺寸稳定、可水洗、耐酸、性能好、等特点,是二氧保护焊除尘工艺理想的滤料。实践证明:该工艺具有投资少、运行费用低、易管理、故障率小等特点。
 首页
首页
 成功案例
成功案例
 新闻动态
新闻动态
 联系我们
联系我们


